6 Sigma: Ratios de Capacité d’un processus ( Cp & Cpk )
Ratios de Capacité d’un processus : Cp & Cpk
L’index Cp indique la capacité de votre processus à livrer à vos clients des produits ou services qui respectent les tolérances (limites) qu’ils (ces clients) exigent.
Un mauvais Cp indique à vos clients qu’ils courent beaucoup de risques en achetant vos produits, ou qu’ils ne bénéficieront pas de bons services en allant chez vous.
Imaginez que vous fabriquiez des produits qui entrent dans la fabrication d’autres produits. Par exemple, vous fabriquez des pièces détachées de véhicules, ou des composants électroniques. L’impact d’un mauvais Cp sur vos affaires serait désastreux pour vous. Si vos clients ont besoin de vos produits pour fabriquer des appareils qui exigent un niveau de qualité très élevé (appareils médicaux, avions), il est fort à parier qu’ils exigeront d’analyser votre Cp avant de faire affaire avec vous.
C’est dire combien cet index de capacité est important.
Illustration.
Vous embouteillez du jus de fruit de 1L (ou 1000ml).
Votre clientèle préfère 900 ml avec une tolérance de ± 0,2 ml
USL = 900,2 ml
LSL = 899,8 ml
Sigma ( s )est la dispersion autour de la valeur moyenne.
A l'extérieur des limites fixées par votre clientèle, vos produits sont défectueux.
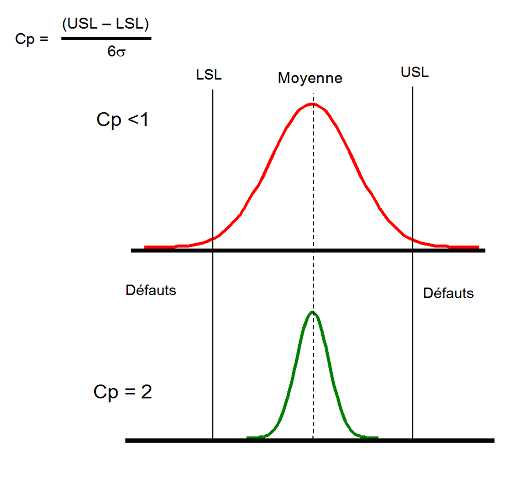
La formule de l'index ci-dessous indique que vos produits ne sont acceptables que si vous restez à l'intérieur de la zone de tolérance du client (numérateur > dénominateur). Ce qui veut dire que vos tolérances sont plus serrées que celle du client . Dans ce cas Cp > 1. Cp = 2 serait l'idéal.
Par contre Cp < 1 (courbe en rouge) voudrait dire que vous produisez beaucoup de défauts (votre tolérance, le dénominateur, est plus large que la tolérance du client située au numérateur).
Le Cp répond à la question: Sommes-nous capable d'offrir de bons produits ou services à notre clientèle?
L'index Cpk indique la précision de votre processus. Il indique si votre processus est centré sur la cible, c'est-à-dire la valeur moyenne exigée par vos clients.
Il ne suffit pas que votre processus soit CAPABLE, il faut aussi qu'il soit PRÉCIS. Ceci est illustré par la courbe en vert ci-dessous. La courbe en rouge montre que votre processus est capable (votre intervalle de tolérance est plus serré que ce qui est exigé par le client) mais que vous produisez toujours des défauts (la valeur moyenne réalisée n'est pas identique à la valeur moyenne-cible exigée par le client. Elle est décalée par rapport à la ligne en pointillés). Votre objectif est d'avoir un processus CAPABLE et PRÉCIS. Il est donc nécessaire de régler votre processus pour que la ligne centrale de la courbe rouge coïncide avec la ligne en pointillée.
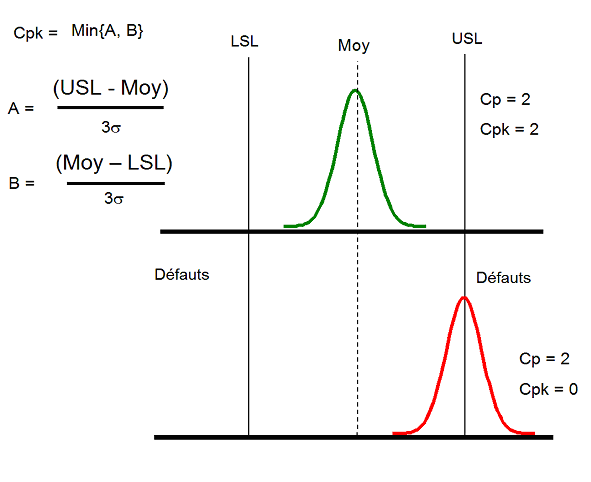
Le Cpk répond à la question: Sommes-nous en train d'élaborer de bons produits, ou d'offrir de bons services?