Let us walk through around the world -Part142-Determining the details and details of the Elbphilharmonie concert hall Effects of Herzog and Demyrine
gni

{kind=link}
The spectacular concert hall of the Elbphilharmonie, designed by the Herzog and Demyrrin Architects in North Germany and the port city of Hamburg, was reopened in January 2017. The project, which lasted about 10 years, consists of about 120,000 square meters of layered spaces, including three concert halls, a hotel, a set of apartments, restaurants and a parking lot, and a public space to watch the landscape. To be out. The One To One company brought together the final pieces of the acoustic puzzle.
.jpg)
.jpg){kind=link}
The Great Hall Concert View of the Elbphilharmonie Collection during the construction process. Image provided by M. Commentz
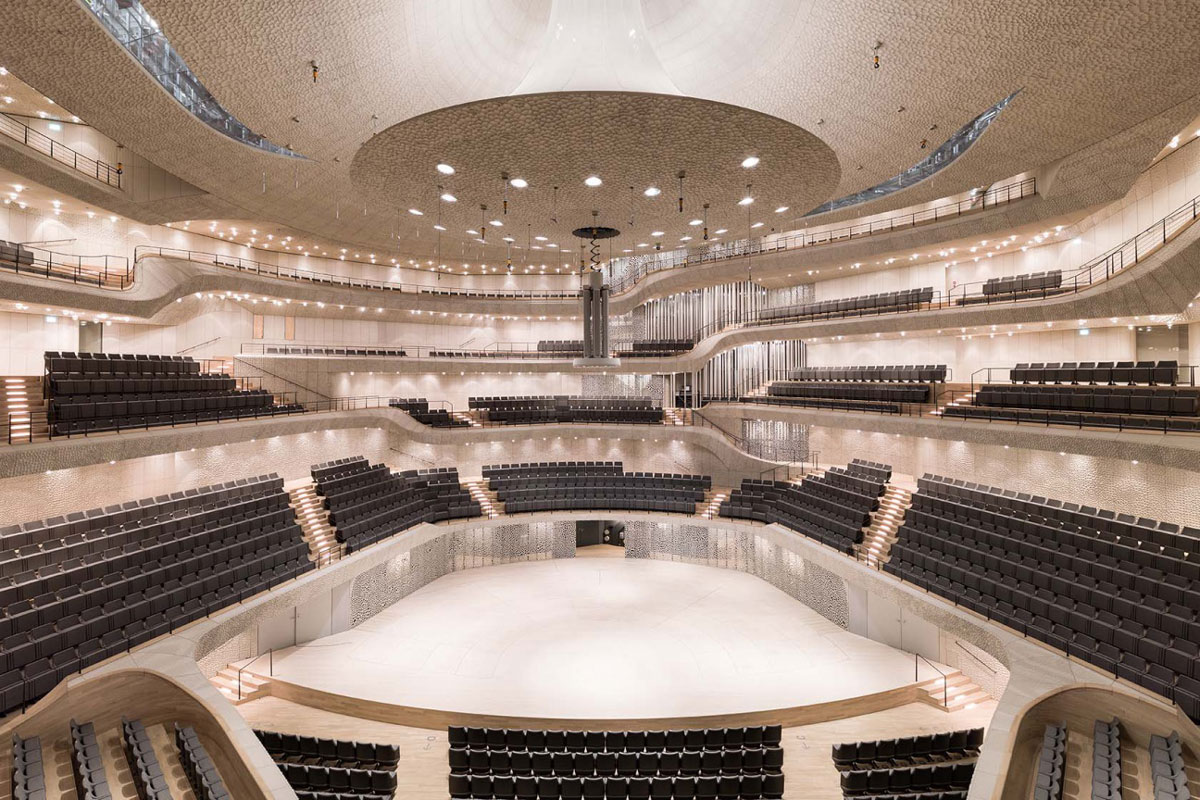
The heart of the Elbphilharmonie project is the Great Hall, the production of which is the product of the Herzog and Demvrion co-operation, as well as the professional acoustic salon designer, Toyota Yeoshima. The salon has a capacity of 2,100 people and features an incredibly advanced interior shell, with its acoustic status customized. In the design of curved curtain walls that are wrapped in charming sound, as well as the ceilings and shelves of the Great Hall of the Elbphilharmonie Collection, about 10,000 unique gypsum board panels have been used on each of these parts. , A specific pattern is used as a sound player, and eventually all of these parts fit together like a piece of a puzzle. To achieve this sophisticated output, Ben Corn from One to One has been using advanced technologies that range from parametric design to digital manufacturing.
Herzog and Demvrion Company initially co-operated with One to One for producing digital data, for the layout of the Hall of the Great Hall Hall, which plays the role of a voice player. In general, sound playback is the process of uniformly propagating sound energy inside a space. The use of reflective surfaces in concert halls, which do not have the ability to play audio, results in many unwanted acoustic features, which can be addressed by adding players or diffusers to parts of the hall.
.jpg)
.jpg){kind=link}
A diagram describing the process of sound playback or the process of sound propagation, the image provided by One to One
.jpg)
.jpg){kind=link}
Interior view of one of the balconies of the Great Hall Concert Hall of the Elbphilharmonie Collection. Image provided by Peuckert Company
The sound that plays well and smoothly is, in fact, the space where the acoustic features, including the continuity of sound after the silent source of audio production, are alike in all parts of it, regardless of which listener in which section Sitting in the hall. Today, it has been shown that sound broadcast in some of the best concert halls in the world, such as the Great Hall of the Musikverein, which was built in Vienna in Austria in 1870, is in fact a by-product of the use of non-level surfaces for The richly decorated and neoclassical decor of the interiors of these buildings. But today, the unwillingness to use the extensive decoration in the twentieth century has led architects to be forced to bear many costs to provide acoustic conditions for concert halls.
In the past, the bad acoustic conditions of a salon could later be solved with the use of absorber, diffuser or diffuser mounting, which was applied to the main architectural content of space and changes that were applied to space later to improve acoustic conditions, a kind of failure It creates continuity. In the design of the Elbphilharmonie concert hall, project architects intended to take into account the acoustic requirements of space from the outset. The design of the sound player platform has been due to its ability to act as part of the motif used in the project as a whole, along with the rest of the motifs. The roof shape, which also has a bowl mode and has several peaks, is also designed to repeat the type of sound player.
.jpg)
.jpg){kind=link}
Parametric interpretation of one of the millions of audio player cells, a picture provided by ONE TO ONE
.jpg)
.jpg){kind=link}
Reproduction of One Million Cells of Sound Concepts in the Rhino Software Environment. Image provided by ONE TO ONE
.jpg)
.jpg){kind=link}
Sound-playing cells that are located on the walls of the concert hall and its shelters. Image provided by ONE TO ONE
For Korn and his team, the project meant producing about one million cells, each with a diameter of between 2 and 6 inches, and these dimensions were based on a set of specific requirements and features that the acoustic designer had given. Are set. Eventually, this collection contains cells that are independently formulated for various parts of the concert hall and are randomly embedded. It was a complex process that could be done using common tools, and eventually developed using custom algorithms that One To One developed using the parametric definitions of each cell. Each of these cells is embedded on the walls of the hall due to its own topology, and its form, dimensions, depth and location are controlled by the computer based on the requirements for the hall's acoustic design.
When One To One finished manufacturing the acronym for the acrobatics, Corn and his company continued to work with Peuckert, a Bavarian contractor at the Great Hall, to plan and expand documentation for acoustic panels. Worked. Since Peuckert was solely responsible for making and delivering and installing acoustic panels, and was responsible for planning the assembly of these components, long collaboration between Peuckert and One To One took place.
.jpg)
.jpg){kind=link}
A hole file for one of the 10,000 acoustic panels, an image provided by ONE TO ONE
.jpg)
.jpg){kind=link}
A panel below the CNC machine, pictured by Peuckert
Since each of these panels was unique, Corn and his team at One To One, another software program for automating 3D planing and digital manufacturing of about 10,000 panels of CNC plasterboard panels, expanded In addition, it was designed to optimize the infrastructure needed to install acoustic surfaces. In addition, the designers of the project also designed surfaces of precise and complex hollow networks, whose patterns did not resemble those of sound players that were used to provide continuity along the walls and walls of the hall. Therefore, in order to maintain the continuity of the surfaces, the edge of the panels was designed to always be aligned with the edges of its adjacent panels. For this, the smooth, curved and curved edges were made, which in some cases had a male and a pair of pins for proper fitting.
Eventually, due to varying degrees of complexity in providing specific design conditions for panel edges, the use of a 5-hole punching machine was unavoidable for these panels. In the holes of these panels, the curvature on the surfaces was achieved by maintaining the flatness of the back of each panel and only the front part was hollowed out to form. For each of these panels, the edges should be digitally constructed, and digitally mounted on the connections, while a groove along the entire perimeter of the panel should be made to accommodate a seals tab. Been. Corn and his team ultimately transformed this entire process into a fully automated and digital process, and finally the panels were ready for construction.
.jpg)
.jpg){kind=link}
Workshop panels, pictured by Peuckert
Corn transmitted 10000 digital files to the project's buggy contractor Peuckert, each of which was imported as a CNC device input, and each panel was uniquely hole-drilled. Each raw panel is already ready for dimensions. These panels were punched in two stages by a CNC machine. The first stage of each panel was made from the back of the hole, which included the five-edges of the edges and hole insertion to fix the underlying structures, as well as to mechanically protect the underlying adhesive layers.
Then each panel was returned, reinserted into the machine, and was subjected to a hole from the side, again, which in fact was a plate for a three-hole drill that the sound pattern was applied to it using a matrix Cut the tip of the hub. In this process, parallel lines were applied to the work of the hole, which had a good distance from each other. This process ultimately led to the hard surface of the final surface, which, in addition, produced a small-sized bowl motif, which caused the effect of the tip of the machine to pierce the panels.
.jpg)
.jpg){kind=link}
Close view of connecting four panels to each other. Image provided by One To One
.jpg)
.jpg){kind=link}
Close view of pit and hollow panels. Image provided by Peuckert Company
Due to the advanced construction and programming methods used by the computer in this project, these panels are made perfectly and with great accuracy. This process was necessary to reach the final panels with the desired tolerance and precision, as these panels should be installed together, and for this purpose, an error of less than an eighth inch (about three and one tenth of a millimeter) required have been. Ultimately, all panels are completely and without flaws.
Although none of these panels have standard dimensions and are arranged in a complicated way, but the number of defective panels in this project has been kept to a minimum. Only 20 panels out of 10,000 panels need to be replaced and replaced, which means an error of about 0.2%. This very low error rate, especially given the scale and complexity of the project, is an important achievement.